線")
一,、開機(jī)前的準(zhǔn)備工作,。
①用于擠出生產(chǎn)的物料應(yīng)達(dá)到所需干燥要求,,必要時需進(jìn)一步干燥,。并將原材料過篩除去結(jié)塊團(tuán)粒和機(jī)械雜質(zhì)。
②檢查設(shè)備中水,、電,、氣各系統(tǒng)是否正常,保證氣路暢通,、不漏,。電器系統(tǒng)是否正常,加熱系統(tǒng),、溫度控制,、各種儀表是否工作可靠;輔機(jī)空機(jī)低速試運(yùn)轉(zhuǎn),,觀察設(shè)備是否運(yùn)轉(zhuǎn)正常,;在各種設(shè)備潤滑部位加油潤滑。如發(fā)現(xiàn)故障及時排除,。
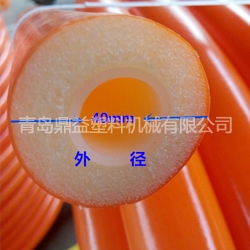
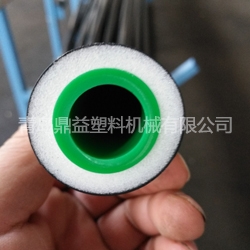
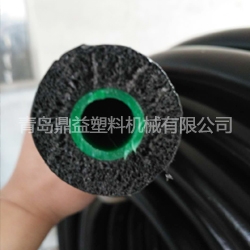
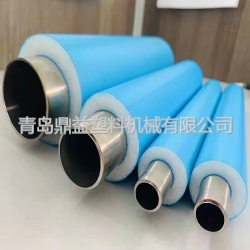
③裝模頭及機(jī)頭模具,。根據(jù)產(chǎn)品的品種、尺寸,,選好機(jī)頭模具規(guī)格,。
二、開機(jī)操作
①在恒溫之后保溫30分鐘即可開機(jī),,開機(jī)前應(yīng)將模頭和擠出機(jī)法蘭螺栓再擰緊一次,,以消除螺栓與機(jī)頭熱膨脹的差異,緊機(jī)頭螺栓的順序是對角擰緊,用力要均與,。緊機(jī)頭法蘭螺母時,,要求四周松緊一致,否則可能會跑料,。
②開機(jī)前要先看懂變頻器說明書,,按(開機(jī))按鈕,然后緩慢提升螺桿轉(zhuǎn)速,,螺桿轉(zhuǎn)速慢速啟動,,然后再逐漸加快,同時少量加料,。
③加料時要密切注意主電機(jī)電流及各種指示表頭的指示變化情況,。產(chǎn)品擠出后,需將擠出產(chǎn)品慢慢引入冷水槽冷卻定型,、并事先開動這些設(shè)備,。然后根據(jù)控制儀表的指示值和對擠出制品的要求,將各環(huán)節(jié)作適當(dāng)調(diào)整,,直到擠出操作達(dá)到正常狀態(tài)為止。
④及時檢查產(chǎn)品外觀是否符合要求,,尺寸大小是否符合標(biāo)準(zhǔn),,快速檢測性能,然后根據(jù)質(zhì)量要求調(diào)整擠出工藝,,使制品達(dá)到標(biāo)推要求,。
三、停機(jī)操作,。
①停止加料,,將擠出機(jī)內(nèi)的塑料擠凈,露出螺桿時,,關(guān)閉機(jī)筒和機(jī)頭電源,,停止加熱。
②關(guān)閉擠出機(jī)及輔機(jī)電源,,使螺桿和輔機(jī)停止運(yùn)轉(zhuǎn),。
③打開機(jī)頭連接法蘭,拆卸機(jī)頭,。清理多孔板及機(jī)頭的各個部件,。清理時為防止損壞機(jī)頭內(nèi)表面,機(jī)頭內(nèi)的殘余料應(yīng)用銅棒,、竹片進(jìn)行清理,,然后用砂紙將粘附在機(jī)頭內(nèi)的塑料磨除,并打光,,涂上機(jī)油或硅油防銹,。
④螺桿,、機(jī)筒的清理,拆下機(jī)頭后,,重新啟動主機(jī),,加破碎料清洗螺桿、機(jī)筒,,此時螺桿選用低速(8sr/min)以減少磨損,。待破碎料碾成粉狀完全擠出后,可用壓縮空氣從加料口,,排氣口反復(fù)吹出殘留粒料和粉料,,直至機(jī)筒內(nèi)確無殘存料后,降螺桿轉(zhuǎn)速至零,,停止擠出機(jī),,關(guān)閉總電源。

魯公網(wǎng)安備 37028102001449號